Основная Информация.
Описание Товара

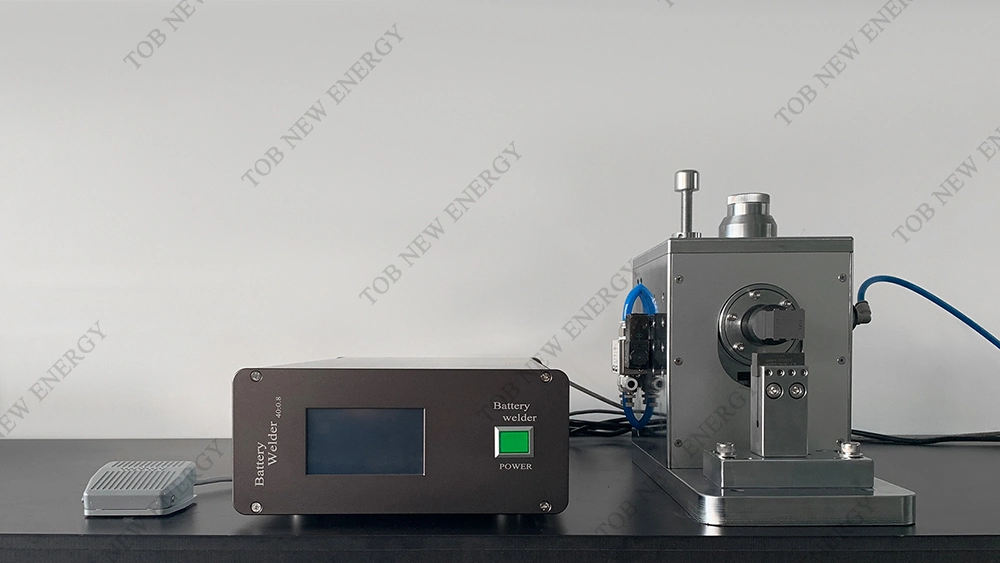
| Модель | Ультразвуковой частоты | Мощность ультразвукового сигнала | Давление воздуха | Время сварки | Напряжение питания | Вес |
| TOB-USW-800W | 40Кгц | 800W | ≥0.6MPa 80л/мин | В течение 0,2 с | 220В/50Гц | Около 50 кг Без жатки |
| Пункт | Имя |
| 1. Материал подложки |
|
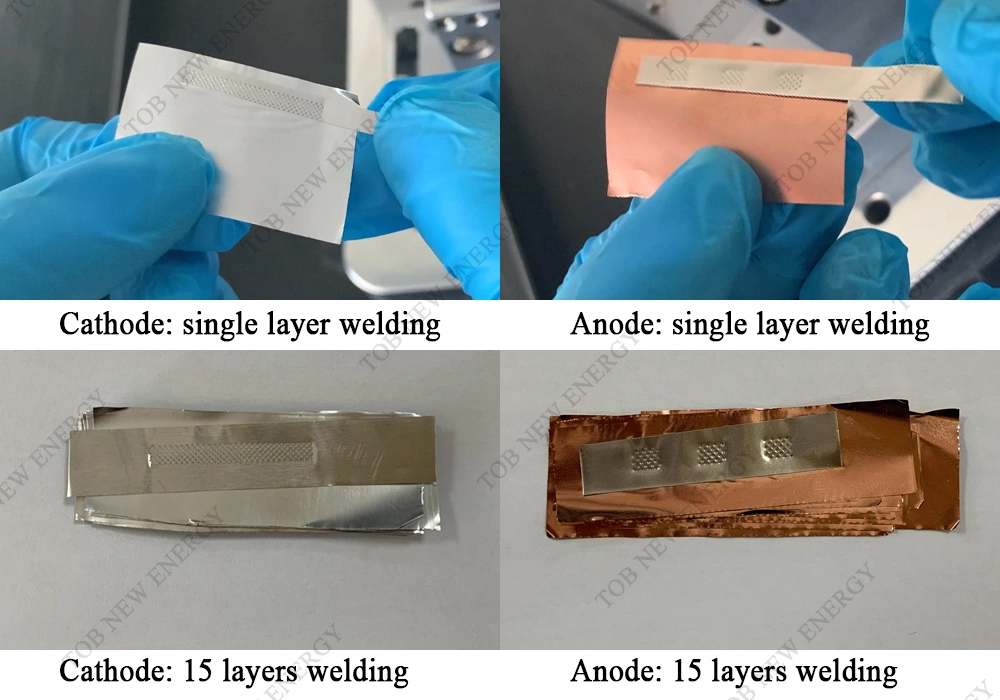
| 1.1 катодной |
|
| 1.1.1 Материалы электродов | Алюминиевая фольга |
| 1.1.2 толщина электродов | 12-20um (однослойный) |
| 1.1.3 вкладка материалов | Алюминиевые накладки |
| 1.1.4 вкладки толщина | 0.1~0.2мм (однослойный) |
| 1.2 анода |
|
| 1.2.1 Материалы электродов | Медной фольги |
| 1.2.2 толщина электродов | 6-10um (однослойный) |
| 1.2.3 вкладка материалов | Никель газа |
| 1.2.4 вкладки толщина | 0.1~0.2мм (однослойный) |
| 2. Ячейка батареи |
|
| 2.1 Процесс обмотки возбуждения | На вкладке один слой с один слой фольги |
| 2.2 электродного слоя | Один слой |
| 3. Режим сварки |
|
| 3.1 зоны сварки | 3*25мм |
| 3.2 время сварки | В рамках 0.12S/раз |
| 3.3 точки сварки | Катод 3*25мм 1 точка газа, Анод 3*3*25мм 3 баллов |
| 3.4 Давление | 0~1Мпа, регулируемый |
| 3.5 Время | 0~60S, регулируемый |
| 3.9 сварочных работ на весь срок службы головки блока цилиндров | Катод ≥500000 раз Анод ≥160000 раз |
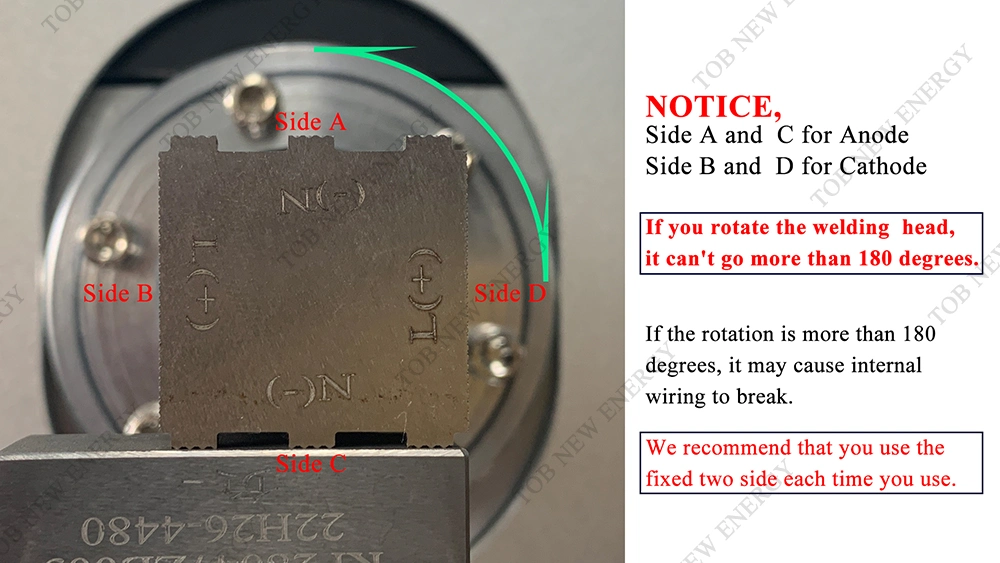
| 4. Сварка стандартные головки блока цилиндров |
|
| 4.1 сварочных материалов головки блока цилиндров | Импортирован из стали с высокой скоростью |
| 4.2 паяных соединений весьма | ≥0,2 м |
| 4.3 Поверхность сварки количество в одной сварки головки блока цилиндров | 2ПК или 4ПК |
| 4.4 амплитуда регулируемый диапазон | 3~10um |
| 5. Датчик |
|
| 5.1 разницы в частоте между датчиками | ≤400 Гц |
| 5.2 импеданс разница между датчиками | ≤4Ом |
| 5.3 Емкость разница между датчиками | ≤400 PF |
| 5.4 Отсутствие короткого замыкания проводов датчика к наружной оболочки | ≥30 МОМ |
| 5.5 допустимого питания | Выходная мощность ≥800 Вт |
| 6. ультразвуковой генератор |
|
| 6.1 Режим управления частотой | Автоматическое отслеживание частот |
| 6.2 постоянной амплитудой функции | Источник питания постоянного напряжения постоянного тока |
| 6.3 амплитуда бесступенчатый регулируемый | Бесступенчатый регулируемый |
| 6.4 Контур технологии | Интеллектуальные цифровые системы, расширенные возможности центрального процессора системы обработки данных с энергетического режима, режима питания, времени и частоты автоматической системы слежения и контроля за качеством верхний и нижний предел сигнала тревоги. |
| 7. В результате сварки |
|
| 7.1 Внешний вид | Виртуальные сварки, выполнение сварочных работ проникновение,нет ли утечки, сварки фирмы, полное и четкое паяных соединений, повреждение омона фольги 80% остатков на вкладке. |
| 7.2 Прочность на растяжение сварки | ≥4N |
| 7.3 Показатель продукта | ≥99,8%(под материал) |
| 8.дизайн оборудования жизни | 8~10 лет |
Принцип работы оборудования:
Датчик преобразует сигнал колебаний высокой мощности сверхзвуковой частоты в механическую энергию соответствующей частоты и применяет его к интерфейсу металлического листа, необходимо с плавкими предохранителями, с тем чтобы металлический лист нагревается мгновенно, а затем частицы в металлической решетки запущены, с тем чтобы молекул в металлический лист, вместе с плавким предохранителем на основе взаимного проникновения.
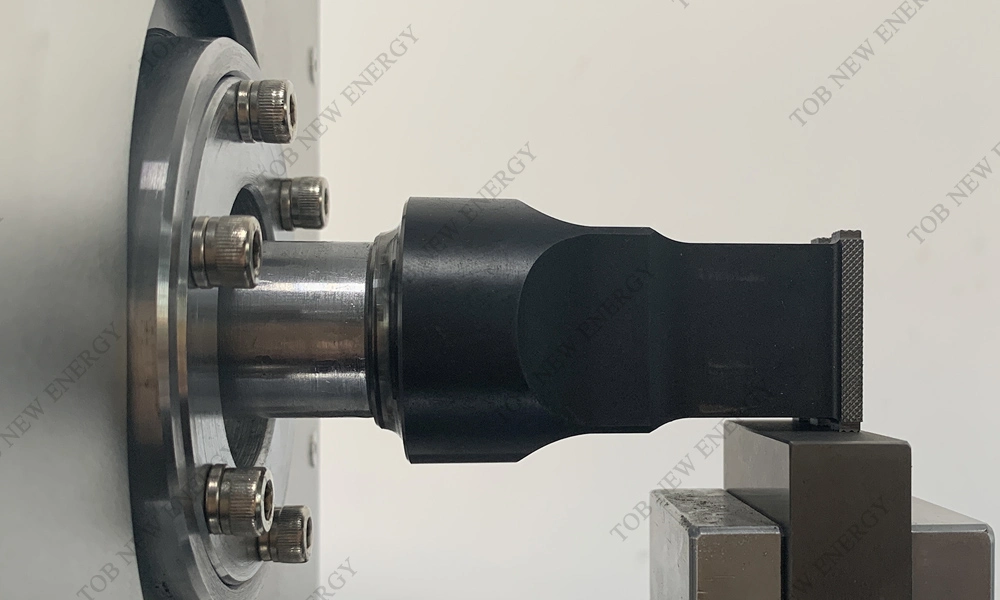
Компоненты оборудования:
Металл в основном состоит из сварочный аппарат ультразвуковой генератор, датчик, пресс-форм, пневматических деталей рамы и так далее.
Функциональные возможности оборудования:
1. Интеллектуальные цифровые системы, расширенные возможности центрального процессора системы обработки данных.
2. С помощью энергетического режима, режима питания, режим времени несколько интеллектуальных режимов управления.
3. Ультразвуковой частоты автоматической системы слежения.
4. Energy, время мощность, верхний и нижний предел сигнала тревоги высокого качества".
5. : сварочный аппарат сигнала тревоги,готов, выходной сигнал ввода-вывода при ультразвуковой датчик.
6. DI:сигнал аварийной остановки, запустите свадьбы.
7. 485 протокол связи, получение данных и загрузки.
8. ультразвукового оборудования активно осуществляется(24V дополнительный источник питания)